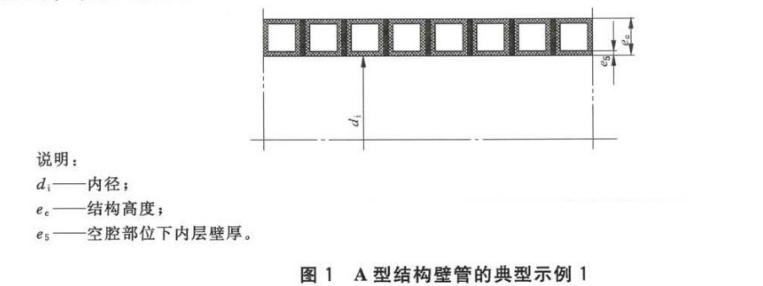
具有平坦的表里外表,在预成型的聚乙烯方形管之间经过聚乙烯资料螺旋焊接成的管材。 典型示例1如图所示:
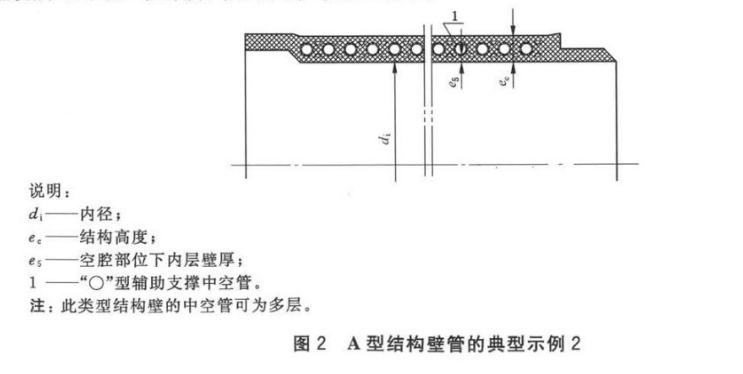
在预热的全体钢制滚筒模具上选用环绕成型, 经加工制造而成的内外表非常润滑平坦,外外表平坦,管壁中埋螺旋环绕“O”型聚烯炬资料(一般为聚丙烯〉作为辅佐支撑中空管的管材。管材承插口应一次环绕成型,不该二次焊接。典型示例2如图所示:
选用规范:A型管一定要契合国家规范《埋地用聚乙烯(PE)结构壁管道体系》第2部分:《聚乙烯环绕结构壁管材》(GB/T19472.2-2017)的要求;


在预热的全体钢制滚筒模具上选用环绕成型,经加工制造而成的内外表非常润滑平坦,外外表为螺旋“O”型肋的管材。且管材“O”型肋内应具有以聚烯短资料〈一般为聚丙烯〉作为辅佐支撑的中空管。管材承插口应一次环绕成型,不该二次焊接。典型的B 型结构壁管如图所示:
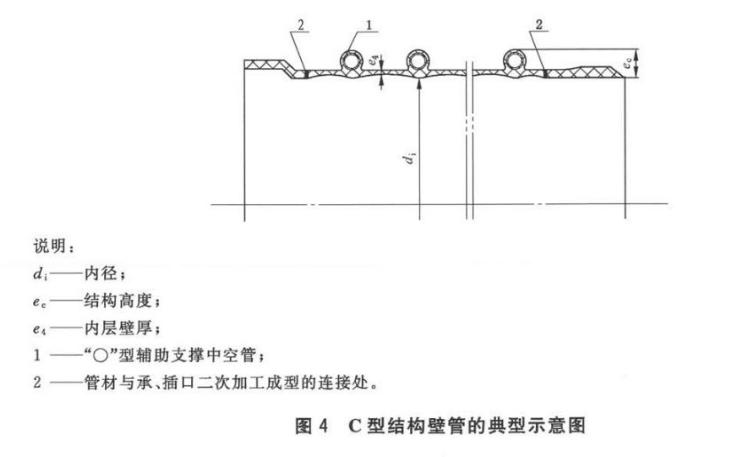
在冷态的多个滚轴上选用接连环绕成型,经加工制造而成内外表微有波峰波谷的概括, 外外表为螺旋“O”型肋的管材。且“O”型肋应具有以聚烯短资料( 一般为聚丙烯〉作为辅佐支撑的中空管,管材与承、插口的衔接处需二次加工成型。典型的C 型结构壁管如图所示:
B型在预热的全体钢制滚筒模具上选用环绕成型内外表非常润滑平坦,外外表为螺旋“O”型肋的管材 C型在冷态的多个滚轴上选用接连环绕成型内外表微有波峰波谷的概括, 外外表为螺旋“O”型肋的管材。
具有平坦的表里外表,在预成型的聚乙烯方形管之间经过聚乙烯资料螺旋焊接成的管材。 典型示例1如图所示:
在预热的全体钢制滚筒模具上选用环绕成型, 经加工制造而成的内外表非常润滑平坦,外外表平坦,管壁中埋螺旋环绕“O”型聚烯炬资料(一般为聚丙烯〉作为辅佐支撑中空管的管材。管材承插口应一次环绕成型,不该二次焊接。典型示例2如图所示:
选用规范:A型管一定要契合国家规范《埋地用聚乙烯(PE)结构壁管道体系》第2部分:《聚乙烯环绕结构壁管材》(GB/T19472.2-2017)的要求;
在预热的全体钢制滚筒模具上选用环绕成型,经加工制造而成的内外表非常润滑平坦,外外表为螺旋“O”型肋的管材。且管材“O”型肋内应具有以聚烯短资料〈一般为聚丙烯〉作为辅佐支撑的中空管。管材承插口应一次环绕成型,不该二次焊接。典型的B 型结构壁管如图所示:
在冷态的多个滚轴上选用接连环绕成型,经加工制造而成内外表微有波峰波谷的概括, 外外表为螺旋“O”型肋的管材。且“O”型肋应具有以聚烯短资料( 一般为聚丙烯〉作为辅佐支撑的中空管,管材与承、插口的衔接处需二次加工成型。典型的C 型结构壁管如图所示:
B型在预热的全体钢制滚筒模具上选用环绕成型内外表非常润滑平坦,外外表为螺旋“O”型肋的管材 C型在冷态的多个滚轴上选用接连环绕成型内外表微有波峰波谷的概括, 外外表为螺旋“O”型肋的管材。
具有平坦的表里外表,在预成型的聚乙烯方形管之间经过聚乙烯资料螺旋焊接成的管材。 典型示例1如图所示:
在预热的全体钢制滚筒模具上选用环绕成型, 经加工制造而成的内外表非常润滑平坦,外外表平坦,管壁中埋螺旋环绕“O”型聚烯炬资料(一般为聚丙烯〉作为辅佐支撑中空管的管材。管材承插口应一次环绕成型,不该二次焊接。典型示例2如图所示:
选用规范:A型管一定要契合国家规范《埋地用聚乙烯(PE)结构壁管道体系》第2部分:《聚乙烯环绕结构壁管材》(GB/T19472.2-2017)的要求;
在预热的全体钢制滚筒模具上选用环绕成型,经加工制造而成的内外表非常润滑平坦,外外表为螺旋“O”型肋的管材。且管材“O”型肋内应具有以聚烯短资料〈一般为聚丙烯〉作为辅佐支撑的中空管。管材承插口应一次环绕成型,不该二次焊接。典型的B 型结构壁管如图所示:
在冷态的多个滚轴上选用接连环绕成型,经加工制造而成内外表微有波峰波谷的概括, 外外表为螺旋“O”型肋的管材。且“O”型肋应具有以聚烯短资料( 一般为聚丙烯〉作为辅佐支撑的中空管,管材与承、插口的衔接处需二次加工成型。典型的C 型结构壁管如图所示:
B型在预热的全体钢制滚筒模具上选用环绕成型内外表非常润滑平坦,外外表为螺旋“O”型肋的管材 C型在冷态的多个滚轴上选用接连环绕成型内外表微有波峰波谷的概括, 外外表为螺旋“O”型肋的管材。